On this page
Why “Correct” Designs Still Fail in Production
Most sheet metal designs look correct in CAD.
They follow basic rules:
- Proper bend radii
- Defined tolerances
- Standard material selection
Yet, during production, issues start appearing:
- Parts don’t assemble properly
- Bend angles vary across batches
- Unexpected springback
- High scrap during trials
The problem is not design intent—it’s design not aligned with real manufacturing conditions.
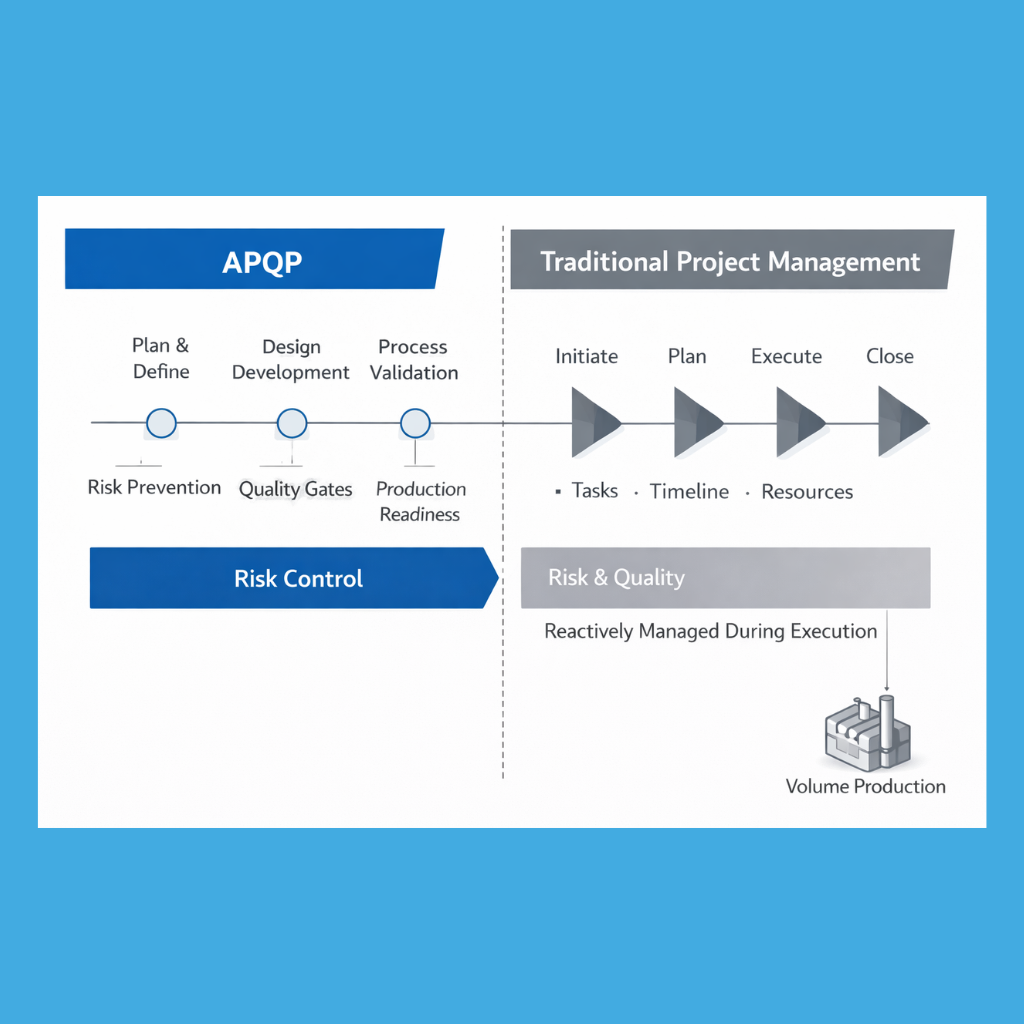
This is where Design for Manufacturability (DFM) becomes critical—not as a checklist, but as a process driven by tooling, material behavior, and production constraints.
1. Incorrect Bend Allowance and Bend Deduction Assumptions
The Mistake
Designs often use standard or theoretical bend allowance values without validating:
- Actual material grade (e.g., DX51D vs high-strength steels)
- Coating effects (galvanized layers influence bending)
- Tooling geometry (punch radius, die opening)
What Happens in Production
- Flat pattern mismatch
- Incorrect final dimensions
- Assembly misalignment
- Rework or scrap during trials
Technical Insight
Bend allowance is influenced by:
- K-factor (neutral axis shift)
- Material yield strength
- Thickness-to-radius ratio
Even small deviations in K-factor (e.g., 0.33 vs 0.42) can significantly impact flat length.
DFM Solution
- Validate bend parameters with tooling-specific data
- Use trial-based calibration, not theoretical values
- Align CAD flat patterns with shop floor bending conditions
2. Ignoring Minimum Bend Radius Relative to Material Properties
The Mistake
Designing bends tighter than what the material can handle, especially in:
- High-strength steels
- Coated materials (e.g., GI, ZM coatings)
What Happens
- Cracks on outer bend surface
- Coating damage (leading to corrosion risks)
- Reduced part strength
Technical Insight
Minimum bend radius depends on:
- Material ductility
- Grain direction
- Thickness
For example:
- Mild steel: can tolerate tighter bends
- High-strength steel: requires larger radii
DFM Solution
- Define bend radius as a function of material grade and thickness
- Align bend direction with grain flow where possible
- Validate coating integrity post-bending
3. Tolerance Stack-Up Across Multiple Bends
The Mistake
Applying tight tolerances to individual features without considering cumulative effects.
What Happens
- Parts fail during assembly
- Misalignment in hole positions
- Variation increases with batch size
Technical Insight
Each bend introduces:
- Angular variation
- Dimensional shift
When multiple bends exist, these variations accumulate.
DFM Solution
- Use functional tolerancing, not blanket tight tolerances
- Identify critical-to-function dimensions
- Relax non-critical tolerances to improve manufacturability
4. Designing Features Too Close to Bends
The Mistake
Placing holes, slots, or cutouts too close to bend lines.
What Happens
- Hole deformation
- Distorted geometry
- Reduced structural integrity
Technical Insight
During bending:
- Material flows and stretches
- Stress concentration occurs near bend zones
DFM Rule of Thumb
Minimum distance from bend:
Hole-to-bend distance ≥ 2 × material thickness (varies with process)
DFM Solution
- Maintain safe distances based on tooling and thickness
- Adjust feature placement early in design
- Validate using forming simulations or trials
5. Over-Specifying Surface Finish and Tolerances
The Mistake
Applying tight tolerances and surface finish requirements across all features.
What Happens
- Increased machining or secondary operations
- Higher cost without functional benefit
- Slower production cycles
Technical Insight
Not all surfaces require:
- Fine tolerances
- Secondary finishing
Over-specification increases:
- Cycle time
- Inspection complexity
DFM Solution
- Apply tight tolerances only where functionally required
- Use standard tolerances for non-critical features
- Align finishing requirements with actual application
6. Not Considering Tooling Constraints Early
The Mistake
Designing parts without understanding:
- Available press capacity
- Tool geometry limitations
- Die design feasibility
What Happens
- Tool redesign
- Increased development time
- Higher upfront cost
Technical Insight
Tooling defines:
- Feasible geometries
- Production repeatability
- Cycle time
DFM Solution
- Involve manufacturing early during design
- Validate part geometry against tooling capability
- Optimize design to reduce complex tooling
7. Ignoring Material and Coating Behavior
The Mistake
Treating all sheet materials as identical.
What Happens
- Variation in forming behavior
- Coating cracks or peel-off
- Inconsistent quality across batches
Technical Insight
Materials differ in:
- Yield strength
- Ductility
- Coating adhesion
For example:
- Galvanized (Z) vs Zinc-Iron (ZF) vs Zinc-Magnesium (ZM) behave differently during forming
DFM Solution
- Select material based on forming requirements + end-use
- Validate forming behavior with actual batches
- Align coating type with bending and environmental conditions
8. Designing Without Considering Production Volume
The Mistake
Using the same design approach for prototype and mass production.
What Happens
- Inefficient production
- Higher per-part cost
- Scalability issues
Technical Insight
Design decisions should vary based on:
- Volume
- Tooling investment
- Process selection
DFM Solution
- Optimize design differently for:
- Prototype
- Low volume
- Mass production
- Invest in tooling where volume justifies it
The Real Gap: Design vs Manufacturing Execution
Most DFM mistakes happen because design decisions are made without real manufacturing input.
Engineers often rely on:
- CAD standards
- Theoretical guidelines
- Generic DFM rules
But actual production depends on:
- Tooling
- Machines
- Operators
- Material batches
Where a Contract Manufacturer Adds Real Value
A capable contract manufacturing partner bridges this gap by:
- Validating designs against real production conditions
- Optimizing parts for cost, quality, and scalability
- Conducting tooling trials and pilot runs
- Reducing scrap and iteration cycles
- Supporting end-to-end processes:
- Sheet metal stamping
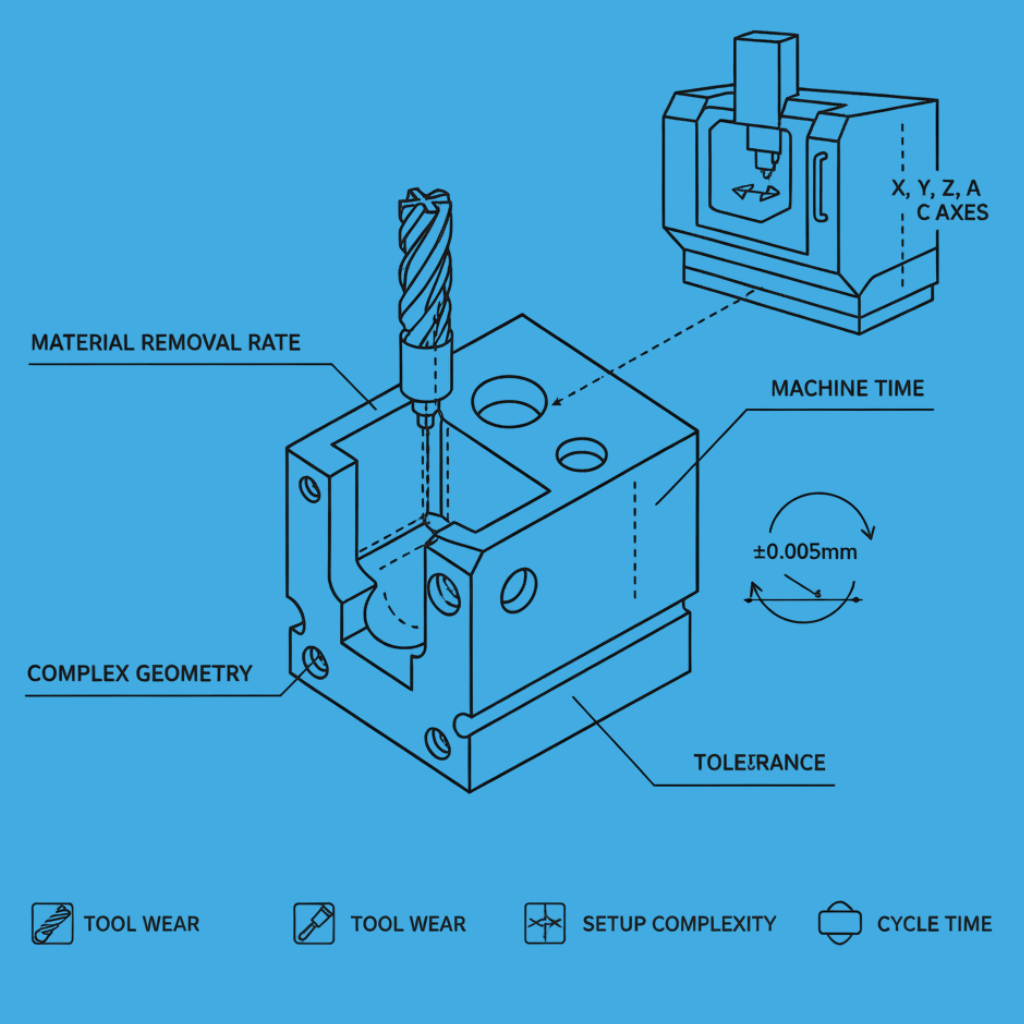
- CNC machining
- Assemblies
Instead of reacting to problems during production, DFM-focused partners prevent them at the design stage.
Conclusion: DFM Is Not a Checklist—It’s a Collaboration
Most sheet metal issues are not design failures—they are DFM gaps.
The difference between a design that “works” and a design that scales efficiently comes down to:
- Early manufacturing involvement
- Understanding tooling and material behavior
- Designing for real-world conditions, not assumptions
Final Thought
If you’re designing sheet metal parts, the key question is not:
“Is this design correct?”
It is:
“Is this design optimized for manufacturing, cost, and scale?”
Because in production, small design decisions create large downstream impacts.
About Our DFM & Contract Manufacturing Approach
We work with OEMs and Tier 1 suppliers to bridge the gap between design intent and manufacturing reality.
Our approach focuses on:
- Early-stage DFM collaboration
- Tooling-aware design optimization
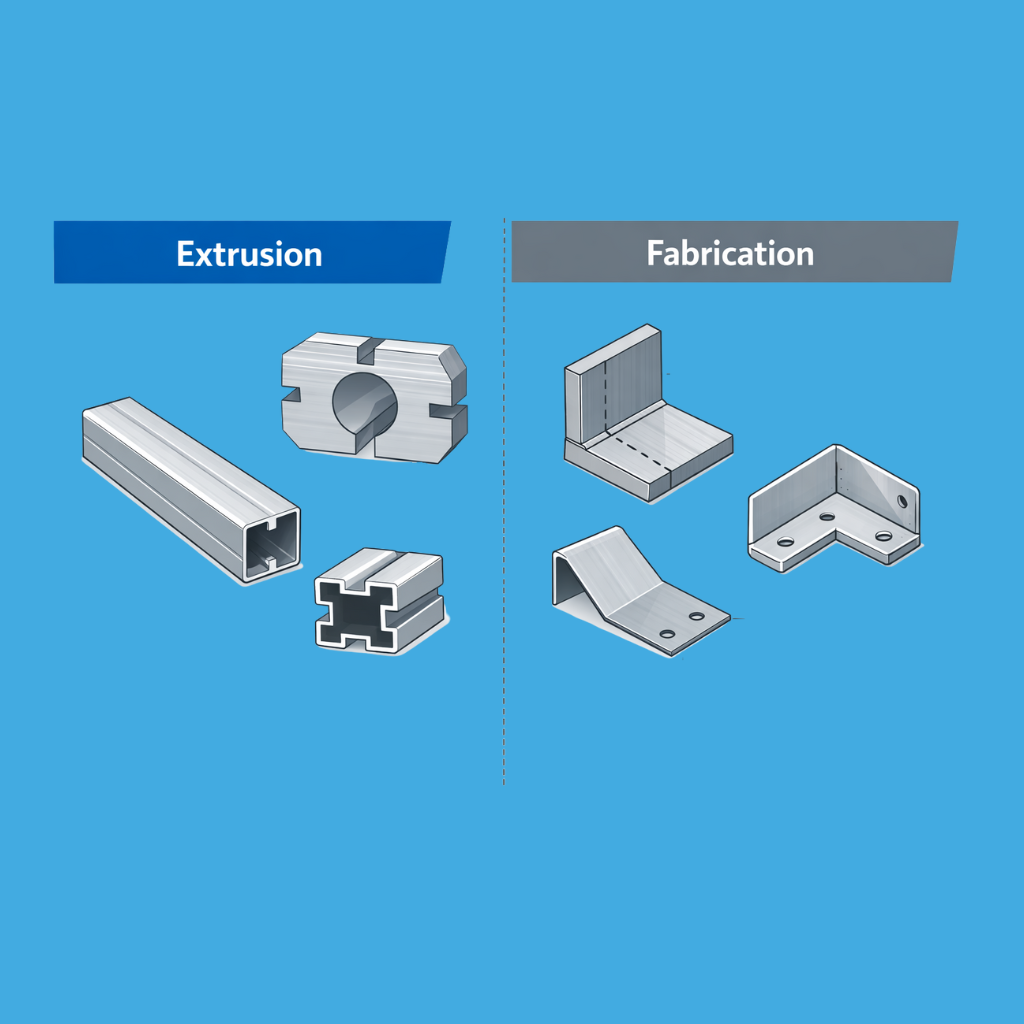
- Integrated manufacturing (extrusion, machining, stamping, assemblies)
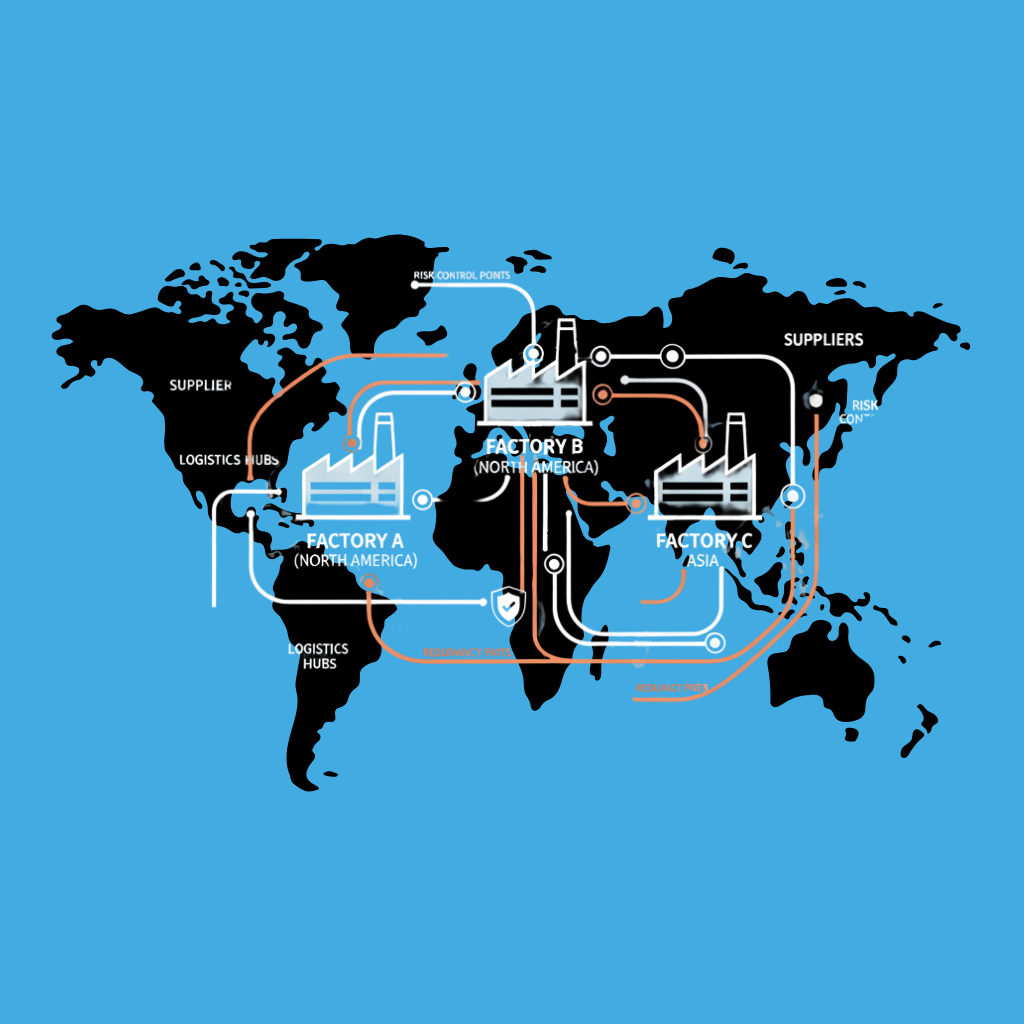
- Global supply chain support
- Scalable production with consistent quality
The goal is simple:
Reduce cost, eliminate surprises, and ensure designs work the first time—at scale.